

应用案例
case
一、项目背景:传统零部件加工产线多重痛点亟待改造
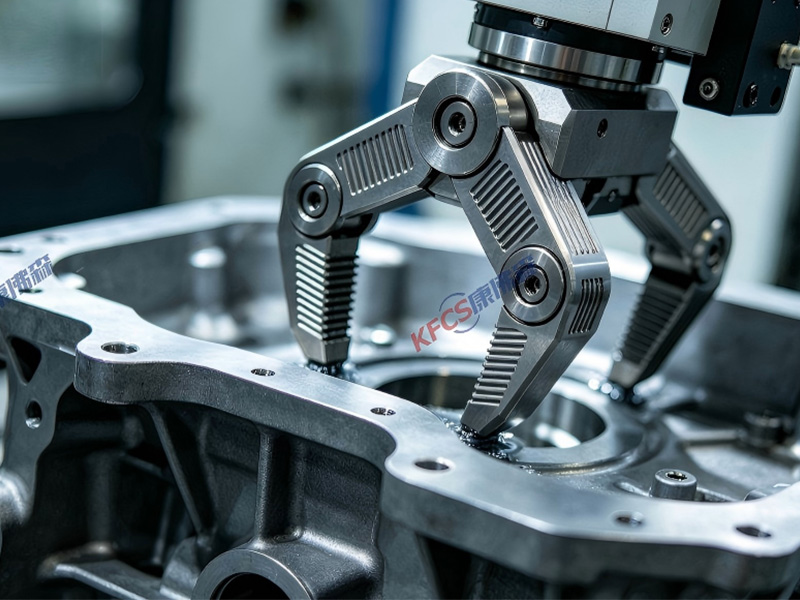
江苏本土中型汽车零部件制造企业,主营变速箱壳体、底盘支架、发动机配件精密加工,配套多家整车及新能源车企,车间布局十余台立式加工中心、数控车床,长期依靠人工完成重型工件上下料、工序转运、成品码垛作业。
原有生产模式暴露诸多行业共性难题:汽车金属零部件单件重量达30-120kg,人工搬运劳动强度大,冲压、机加工工位存在工件磕碰、夹手安全隐患;两班倒配置8名搬运操作工,人力成本逐年上涨;人工上下料节拍不稳定,机床等待工件停机时间长,设备综合利用率不足65%;多车型混产切换耗时久,无数字化数据采集渠道,生产产能、良品率无法实时管控,难以满足下游车企严苛的交付与质检标准。
企业经过多轮自动化方案对比,放弃占地大、负载有限的六轴关节机器人,最终选定康佛森定制重载智能桁架机械手数控上下料方案,打造一体化无人加工单元,完成车间智能制造升级改造。

二、定制化智能桁架机械手整体解决方案
结合厂区厂房层高、机床排布、零部件规格,康佛森提供一站式交钥匙自动化落地服务,整套系统包含长行程三轴桁架机械手、伺服驱动抓取夹具、安全防护光栅、PLC联动控制系统、MES数据对接模块、工件视觉定位装置,适配汽车零部件多规格柔性生产需求。
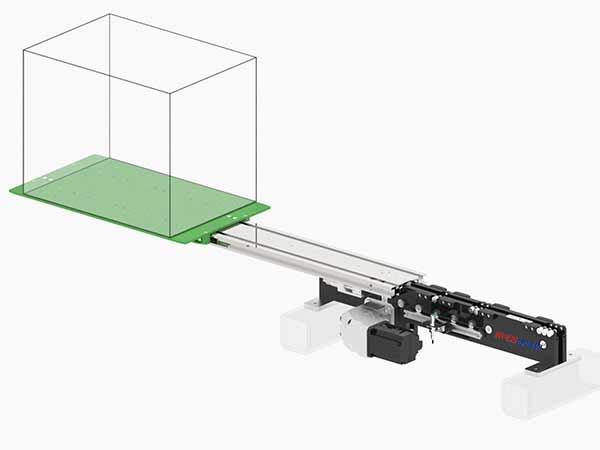
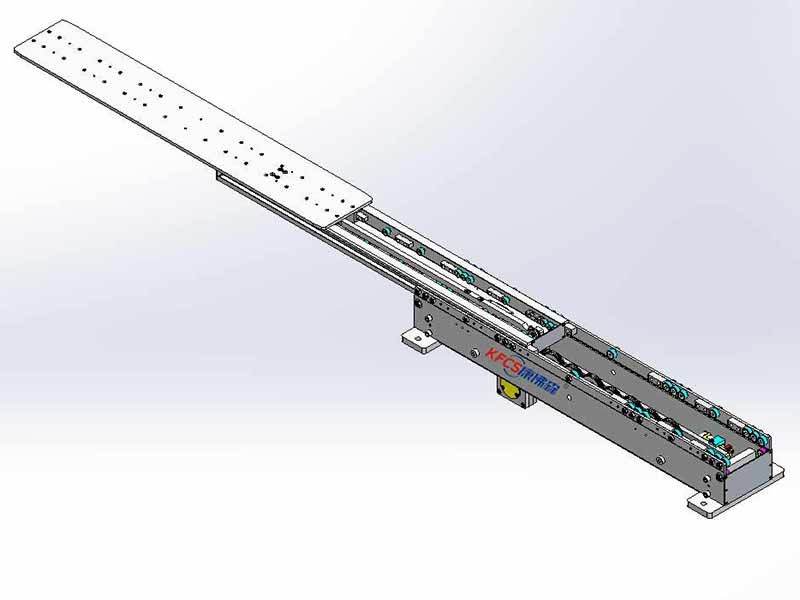
1. 大跨度重载桁架主体
X轴有效行程16米,横跨8台数控加工中心,额定负载150kg,可一次性抓取变速箱壳体、底盘铸件等重型毛坯与成品件;高刚性龙门框架高空铺设,不占用地面操作空间,厂房空间利用率提升35%,无需大规模地面基建改造即可快速投产。
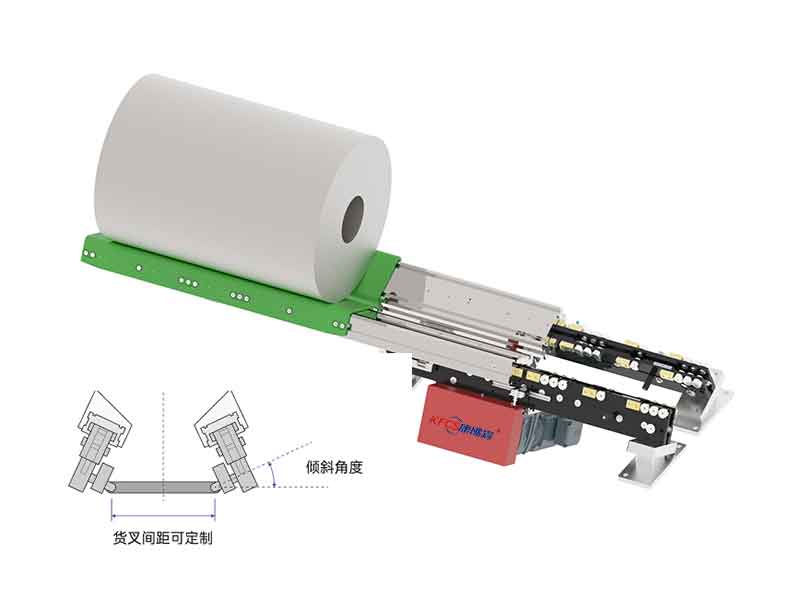
2. 高精度伺服联动抓取系统
搭配可快速更换磁吸夹爪、弹性夹持工装,适配铸铁、铝合金两类汽车零部件,重复定位精度±0.05mm,杜绝工件加工偏移造成的报废;三轴同步运动速度最高2.8m/s,取放料同步完成,大幅压缩单件加工循环节拍。
3. 全流程智能联动与数据互通
桁架机械手与数控设备、清洗机、成品料仓信号互锁,自动完成毛坯上料、加工取件、半成品转运、成品码垛全流程;系统对接工厂MES管理系统,实时采集机床稼动率、机械手运行节拍、工件产量、故障报警数据,车间大屏可视化展示,实现数字化精益管理。
4. 多重安全防护配套
整机搭载区域安全光栅、碰撞检测传感器、断电保磁装置、急停连锁程序,隔离人机作业区域,规避重型工件掉落、设备碰撞风险,符合汽车零部件车间安全生产规范。依托康佛森多年汽配自动化落地经验,整套设备针对重型铸件加工场景优化防护逻辑,大幅降低设备故障停机概率。
三、项目落地运行实效
整套智能桁架机械手自动化产线调试完成后稳定投产,对比传统人工模式,综合效益实现全方位提升:
1. 人力精简,用工成本大幅下降
原8名搬运操作工缩减至1名现场巡检人员,仅负责毛坯补给、设备日常点检,单年人工薪酬、劳保支出节约超30万元,有效解决制造业招工难、人员流失问题。
2. 产能与设备利用率双重提升
机床等待工件停机时长减少90%,设备综合OEE提升至91%;单件上下料时间由人工16秒缩短至4秒,车间日均零部件加工产量由1100件提升至2300件,可承接更多整车配套订单。
3. 产品良品率稳定可控
人工搬运磕碰、装夹偏差导致的次品率由1.8%降至0.3%以内,统一精准抓取定位保障零部件加工尺寸一致性,轻松通过车企来料质检审核。
4. 柔性生产适配多品类订单
通过后台程序一键切换夹具运动参数,变速箱壳体、底盘支架、发动机端盖三类零部件快速换产,换型时间由4小时缩短至40分钟,适配当下汽车行业多品种、小批量生产趋势。
5. 长期运维成本更低
桁架机械手直线导轨使用寿命超10万小时,模块化结构故障排查便捷,年均维护费用较频繁维修的关节机器人降低60%,24小时不间断黑灯生产,夜班无需人工值守。

四、项目总结:桁架机械手成为汽车零部件智造升级标配
本次江苏汽车零部件厂智能桁架机械手落地项目,为长三角地区中小汽配加工厂提供成熟可复制的自动化改造范本。相较于传统自动化设备,长行程重载桁架机械手上下料设备更适配多机床集群、重型金属零部件加工场景,兼顾大负载、高精度、省空间、数字化集成四大核心优势。
康佛森深耕汽车零部件桁架机械手改造多年,针对新能源汽车底盘件、变速箱壳体、发动机缸体等细分加工场景,可按需定制一拖多桁架机器人、双Z轴同步抓取、桁架立体仓储联动方案,助力汽配企业摆脱人工依赖,搭建数字化无人车间,持续提升交付能力与市场核心竞争力。
本文结合康佛森原厂标准,详解堆垛机单电机双向伸缩货叉分级维保周期,涵盖日检、周保、月检、年检全流程,梳理传动、耐磨、电控三大类易损件清单及更换准则,规范设备维保操作,有效解决货叉卡顿、定位偏移等问题,助力仓储设备稳定运行。
![]() 2026-06-23
2026-06-23
制药、半导体无尘车间选购洁净天车不能只看吨位,需要对照 ISO14644 洁净等级、防漏油防掉屑结构、智能对接需求以及厂家特种设备资质逐项核对,帮你一次性选对无尘行车,避免后期验收返工。
![]() 2026-06-11
2026-06-11
湿法设备晶圆搬运易遇腐蚀、滴液、卡涩等痛点,专用洁净伸缩叉通过耐腐材料、导流排液等专项设计,结合实际案例验证,可降低运维成本、提升设备效率与晶圆良率。
![]() 2026-04-15
2026-04-15
堆垛机单深位伸缩叉适用于各行业立体仓库单深位存取,适配冷链、洁净室等特殊工况,助力智能仓储自动化高效作业,稳定可靠适配性强。
![]() 2026-03-30
2026-03-30
 位置:
位置:



 扫一扫添加微信
扫一扫添加微信